čßçŐ═┐╠Ň┤╔═┐îË
2016-7-13 21:45:37 Řcô˘ú║
ҬϬżC╩÷┴╦čßçŐ═┐Ş▀đď─▄╠Ň┤╔═┐îËÁ─╠ěŘcúČŻÚŻB┴╦╠Ň┤╔═┐îËď┌▓╗═Č╣ĄśIţI˲Á─Áńđ═ŬË├úČŇô╩÷┴╦ď┌Ş▀┐Ă╝╝ţI˲Á─░lŇ╣Łô┴ŽúČĆŐŇ{┴╦╦ŘÁ─Áě╬╗║═θË├íú
ŕPŠIď~čßçŐ═┐╠Ň┤╔═┐îËÁńđ═ŬË├
1čßçŐ═┐╠Ň┤╔═┐îËĎřĐď
80─ŕ┤˙│§úČ╚Ň▒żÚ_░l│÷đíđ═╠Ň┤╔Ż^čß░läËÖCúČĎřĂ┴╦╚ź╩└ŻšÁ─ŕPÎóíúËđ╚╦ţAĐďúČ╚╦ţÉ╝┤îó▀M╚ŰÁ┌Â■éÇí░╩»Ă¸Ľr┤˙í▒íú╠Ň┤╔╩ăŻî┘ď¬╦ě║═ĚăŻî┘ď¬╦ěŻM│╔Á─żžˇw╗˛Ěăżžˇw╗»║¤╬´íú╦Ř║═Żî┘▓─┴¤íóŞ▀ĚÍÎËż█║¤╬´▓─┴¤Ď╗ĂúČśő│╔╣╠ĹB╣Ą│╠▓─┴¤Á─╚ř┤ˇÍžÍ¨�úČF┤˙ĎĐîóŻî┘╠Ň┤╔íóĂń╦űčoÖCĚăŻî┘▓─┴¤ŻyÜw╚Ű╠Ň┤╔Ě«áúČ│╔×ÚĂĚĚNíó╣Ž─▄śOÂÓÁ─Ď╗éÇ▓─┴¤┤ˇ╝ĎÎňíú

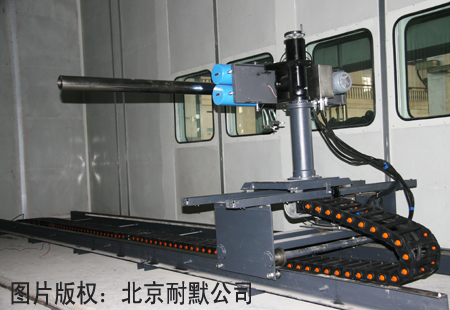
łDúĘ1úęčßçŐ═┐╠Ň┤╔═┐îËîúË├ďOéńJP8000│ČϢ╦┘╗ĐŠçŐ═┐ďOéń
╠Ň┤╔▓─┴¤ÂÓż▀ËđŰxÎËŠI║═╣▓ârŠIŻYśőúČŠI─▄Ş▀úČďşÎËÚgŻY║¤┴ŽĆŐúČ▒Ý├ŠÎďË╔─▄Á═úČďşÎËÚgżÓđíúČÂĐĚeÍ┬├▄úČčoÎďË╔ŰŐÎË▀\äËíú▀@đę╠ěđď┘xËŔ┴╦╠Ň┤╔▓─┴¤Ş▀╚█ŘcíóŞ▀Ë▓Â╚íóŞ▀äéÂ╚íóŞ▀╗»îWĚÇÂĘđďíóŞ▀Ż^żëŻ^čß─▄┴Žíóčßîž┬╩Á═íóčß┼˛├Ť¤ÁöÁđííó─Ž▓┴¤ÁöÁđííóčoĐËŇ╣đďÁ╚§r├¸╠ěҸíú
ËÍË╔Ë┌╠Ň┤╔▓─┴¤┐é║ČËđ╗˛ÂÓ╗˛╔┘Á─▓ú┴ž¤Ó║═ÜÔ┐ÎúČ╝ËÍ«ďSÂÓ╠Ň┤╔▓─┴¤ż▀ËđÂÓĚNżžˇwŻYśőúČϲ°Ăń╦▄đďÎâđ╬─▄┴Ž▓ţúČ┐╣čßŇ║═┐╣Ăúä┌đď─▄▓ţíúîŽĹ¬┴Ž╝»Íđ║═┴Đ╝y├˘ŞđúČ┘|┤ÓúČ│╔×Ú╠Ň┤╔▓─┴¤Á─Í┬├Ř╚§Řcíú´@╚╗úČË├╠Ň┤╔θ×ÚÖCđÁŻYśő▓─┴¤úČĂń┐╔┐┐đď▒╚Żî┘▓─┴¤▓ţúČ╝Ë╔¤ÖCđÁ╝Ë╣Ą└žŰyíó│╔▒żŞ▀Á╚ϲ╦ěúČϲ°─┐ă░▀Ç╠ÄË┌│§Ă┌×ŰAÂ╬úČżÓŰx│╔╣ŽÁ─╣ĄśIŬË├úČčoŇôď┌▓─┴¤ŻYśőÁ─└ÝŇô╔¤▀Ç╩ăď┌╔˙«aîŹ█`╔¤úČÂ╝▀ÇËđ┬■ÚLÁ─┬Ě│╠úČŰyÂ╚║▄┤ˇíú
╚╗°úČŬË├đ┬đ═╠Ň┤╔Ć═║¤Ě█─ęúČ▓╔Ë├čßçŐ═┐╝╝đg╠ěäe╩ăÁ╚ŰxÎËçŐ═┐╝╝đgúČď┌Żî┘╗¨ˇw╔¤ÍĂéń╠Ň┤╔═┐îËúČ─▄░Đ╠Ň┤╔▓─┴¤Á─╠ěŘc║═Żî┘▓─┴¤Á─╠ěŘcËđÖCÁěŻY║¤ĂüÝúČź@Á├Ć═║¤▓─┴¤ŻYśő╝░ÍĂĂĚúČŇř│╔×Ú«ö┤˙Ć═║¤▓─┴¤╝░ÍĂĂĚŞ▀┐Ă╝╝ţI˲Á─Ď╗éÇÍěϬĚÍÍŽíú1958─ŕúČ╩└Żš╔¤Á┌Ď╗┼_Á╚ŰxÎËçŐ═┐ďOéńď┌├└ç°ćľ╩└úČ×ÚçŐ═┐Ş▀╚█Řc╠Ň┤╔═┐îË╠ß╣ę┴╦└ݤŰÁ─Ş▀ťěčßď┤úČĐŞ╝┤ď┌║Ż┐Ň░läËÖCíó╗╝řÁ╚╝ÔÂ╦┐Ă╝╝ţI˲ź@Á├┴╦│╔╣ŽÁ─ŬË├íú80─ŕ┤˙ĎďüÝúČ╦ŘËÍĐŞ╦┘¤˛é¸Ży├˝Ë├╣ĄśI▓┐ÚTöUŇ╣úČĂńŬË├ţI˲▒Ú╝░─▄ď┤íóŻ╗═ĘíóĎ▒ŻíóŢp╝Ćíó
╩»╗»Á╚╣ĄśI▓┐ÚTúČ│╔đžÎ┐Í°íúô■łˇÁ└úČ├└ç°ď┌90─ŕ┤˙úČ╠Ň┤╔═┐îËÁ─ŬË├─ŕď÷ÚL┬╩ď┌12%Ďď╔¤íú▀@▒Ý├¸úČď┌¤╚▀Mç°╝ĎúČ╠Ň┤╔═┐îËŞ▀┐Ă╝╝╝╝đgîó│╔×Úđ┬╩└╝oÁ─Ď╗éÇđ┬┼d«aśIíú
2čßçŐ═┐╠Ň┤╔═┐îË╠ěŘc
┼cŇűˇwŻYśő╠Ň┤╔▓─┴¤¤Ó▒╚úČŞ▀đď─▄╠Ň┤╔═┐îË╝╝đg(ĎÓĚQżź╝Ü╠Ň┤╔═┐îËúȤ╚▀M╠Ň┤╔═┐îËúČđ┬đ═╠Ň┤╔═┐îË)ż▀Ëđ╚š¤┬╠ěŘcú║
(1) ─▄ËđÖCÁě░ĐŻî┘▓─┴¤Á─ĆŐÝgđďíó┐╔╝Ë╣ĄđďíóîžŰŐîžčßđďÁ╚║═╠Ň┤╔▓─┴¤Á──═Ş▀ťěíóŞ▀─═─ąíóŞ▀─═╬gÁ╚╠ěŘcŻY║¤ĂüÝúČ░lô]â╔ţÉ▓─┴¤Á─żC║¤â×äŢúČ═ČĽrŁMÎŃÖCđÁ«aĂĚYśőđď─▄(ĆŐÂ╚íóÝgđďÁ╚)║═şhż│đď─▄(─═─ąíó─═╬gíó─═Ş▀ťěÁ╚)Á─đŔϬúČź@Á├¤Ó«ö└ݤŰÁ─Ć═║¤▓─┴¤ŻYśőíú

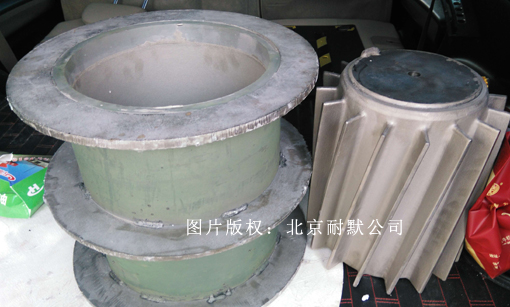
łDúĘ2úę╩ăË├Ë┌╚íśËśî╔¤Á─Ş▀ťě╠Ň┤╔═┐îËúČ═ČĽrż▀Ëđ║▄║├Á──═─ąđď─▄
(2) ─▄ë˛Ë├Ë┌ÍĂéń╠Ň┤╔═┐îËÁ─▓─┴¤ĂĚĚNÂÓíú╦Řéâ░Ř└Ęú║޸ĚNЧ╗»╬´║═Ć═║¤Đ§╗»╬´íó╠╝╗»╬´íó┼´╗»╬´íóÜÔ╗»╬´║═╣╗»╬´Ďď╝░Żî┘╠Ň┤╔ú╗╠Ň┤╔║═╠Ň┤╔íó╠Ň┤╔║═Żî┘íó╠Ň┤╔║═╦▄┴¤Á╚▓─┴¤úČĎÓ┐╔▀MđđŻM║¤íúË├θŇűˇwŻYśő▓─┴¤Á─╠Ň┤╔úČ─┐ă░▀ÇâHËđ╠╝╗»╣ŔíóÁ¬╗»╣íóĚÇÂĘ╗»Đ§╗»ňeÁ╚╔┘öÁÄÎéÇĂĚĚNíú
(3) ╣Ž─▄ĆVíú─▄ë˛▓╔Ë├▓╗═ČÁ─čßçŐ═┐╣Ą╦çúČçŐ═┐޸ĚN╠Ň┤╔═┐îË▓─┴¤úČź@Á├޸ĚN╣Ž─▄Á─▒Ý├ŠĆŐ╗»═┐îËúČ╚š─═─ąíóťp─ŽÎďŁÖ╗Číó┐╔─ą║─├▄ĚÔíóŞ▀─ŽÎŔÍĂäËíó─═Ş»╬gíó┐╣Ч╗»íó─═Ş▀ťěíóŻ^čßíóŻ^żëíóčßŢŚ╔ńíóĚ└ŢŚ╔ńíóĂ┴▒╬╝░▓ĘÚL╬Ř╩Ňíó┤▀╗»íó│Čîž║═╔˙╬´╣Ž─▄Á╚úČ╣Ž─▄śOĆVúČĆVĚ║Ë├Ë┌ç°├˝ŻŤŁ˙޸▓┐ÚTíú
ó╚─▄ë˛ď┌ÂÓĚN╗¨ˇw▓─┘|╔¤ÍĂéń╠Ň┤╔═┐îËíú╗¨ˇw┐╔Ďď╩㪸ĚNŻî┘(╚šńôíóŔTŔFíóńXíóÔüíóŃ~íóŃfíóŠuÁ╚Űy╚█Żî┘)úČ╠Ň┤╔íó╦«─Óíó─═╗▓─┴¤íó╩»┴¤╝░╩»ŞÓÁ╚čoÖC▓─┴¤úČ╦▄┴¤║═ËđÖC▓─┴¤Ďď╝░─ż▓─íó╝ł░ňÁ╚úČÄÎ║§╦¨ËđÁ─╣╠ˇw▓─┴¤Â╝┐╔θ×Ú╗¨ˇwúČĂńđď─▄ż¨┐╔═Ę▀^çŐ═┐╠Ň┤╔═┐îË╝ËĎďŞ─╔Ăíú
(5) ╬´║─╔┘úČ╬´┴¸đíúČŞŻ╝ËÍÁŞ▀úČŻŤŁ˙đžĎŠ═╗│÷íú╠Ň┤╔═┐îË║˝Â╚Ď╗░Ńď┌ÄÎ╩«╬ó├ÎÁŻÄÎ║┴├ÎÍ«ÚgúČ╝ËÍ«╠Ň┤╔▓─┴¤├▄Â╚Ţ^đíúČϲ°╬´║─╔┘úČ╬´┴¸┴┐đíúČÁźŞŻ╝ËÍÁůs║▄Ş▀íú╚š╗╝řË├ŠuçŐ╣▄úČçŐ═┐╠Ň┤╔═┐îË║ˇúČĂń╩╣Ë├ë█├Ř╠ߪ▀╔¤░┘▒Âú╗Ş▀ë║▒├ͨ╚ű▒Ý├ŠçŐ═┐0.3〜0.5mm║˝Á─╠Ň┤╔═┐îËúČĂń╩╣Ë├ë█├Ř▒╚ĹTË├Á─ňâË▓Ńtͨ╚ű╠ߪ▀6▒Âíú
(6) ÍĂďý╠Ň┤╔Ć═║¤Ě█─ęÁ─ĚŻĚĘÂÓúČŇ{Ňű═┐îË│╔ĚÍ▒╚Ţ^╚ŢĎÎíúÍĂďý╠Ň┤╔Ć═║¤Ě█─ęÁ─ĚŻĚĘËđ╚█čĺ-ĂĂ╦ÚĚĘíóčřŻYĚĘíółFż█╗˛çŐýFŞ╔ď´ĚĘíó░ŘŞ▓ĚĘíó╗»îWĚ┤Ŭ╣▓│┴ĚeĚĘíó╚▄-─zĚĘíółFż█Á╚ŰxÎˡwă˛╗»ĚĘíóÎď┬űĐËĚĘÁ╚úČ─▄ë˛┼ńÍĂÂÓĚNŻMĚÍ║═┼ń▒╚Á─╠Ň┤╔Ć═║¤Ě█─ęúČŇ{Ňű═┐îË│╔ĚÍ▒╚Ţ^╚ŢĎÎíú
łDúĘ3úęç°â╚Îţ¤╚▀MÁ─▒ČŇĘ╩ŻçŐ═┐ďOéńúČ┐╔ĎďçŐ═┐޸ĚN╠Ň┤╔═┐îË
(7) ┐╔Ďď▓╗╩▄╣Ą╝■│▀┤š║═╩ę╣Ął÷╦¨Á─¤ŮÍĂíúçŐ═┐╠Ň┤╔═┐îËÁ─«aĂĚ┐╔Ďď╩ăÂ╠íóđííóŢpíó▒íÁ─ÍĂĂĚúČ╚šĐ§╠Żťyøíó╣╠ˇw╚╝┴¤ŰŐ│ěÁ╚ú╗Ď▓┐╔Ďď╩ăÍěđ═íó┤ˇđ═ÍĂĂĚúČ╚š┤ˇđ═Ď║ë║ŞÎË├│Č┤ˇđ═╠Ň┤╔═┐Ş▓╗ţ╚űŚUúČÚL▀_16múČÍě▀_10tĎď╔¤íú╝╚┐╔ď┌čßçŐ═┐╣ĄĆSâ╚╩ę╣ĄúČĎ▓┐╔ď┌ČFł÷╩ę╣Ąíú
(8) ╠Ň┤╔═┐îË│┴Ěe╦┘┬╩Ţ^┐ýúČ═┐îË║˝Â╚┐╔┐ěíúčßçŐ═┐╝╝đg│┴Ěe╠Ň┤╔═┐îËÁ─│┴Ěe╦┘┬╩▒╚PVDíóCVDíóŰŐ╗╗Ę│┴ĚeÁ╚Ϭ┐ýúČ═Ę│ú×Ú2〜5kg/híú▓╔Ë├╦«ĚÇÁ╚ŰxÎËçŐ═┐Al2O3úČ│┴Ěe╦┘┬╩┐╔Ş▀▀_55kg/húČ═┐îË║˝Â╚┐╔▀_20mmíú°╬ó╩°Á╚ŰxÎËçŐ═┐úČĂń║˝Â╚âHËđ╩«ÄÎ╬ó├Îíú▓╔Ë├ŰŐ─X┐ěÍĂÁ─│Č╝ÜĚ█─ę╦═Ě█øúČ─▄ë˛îó═┐îË║˝Â╚Ň`▓ţ┐ěÍĂď┌10Ž╠mΡËĎíú
(9) ╠Ň┤╔═┐îËÁ─┐╔╝Ë╣Ąđď║├úČăĎ═┐îËôpë─║ˇúČŻî┘╗¨ˇw▀Ç┐╔ď┘╩╣Ë├úČď┘çŐ═┐╠Ň┤╔═┐îËíú
úĘ10úę│╔đ═╚ŢĎÎíú─▄ë˛ď┌▒í▒┌╝■íó┐Ňđ─╝■║═«Éđ╬╝■▒Ý├ŠçŐ═┐╠Ň┤╔═┐îËúČĎ▓┐╔îŹČFÍĂĂĚżÍ▓┐çŐ═┐╠Ň┤╔═┐îËĆŐ╗»íú
úĘ11úę╚ŢĎÎ┼cďşËđŻî┘╝Ë╣ĄÁ─╣ĄĐbŚl╝■ŻY║¤úČîŹđđáśIÁ─╝╝đgŞ─ďýíú
čßçŐ═┐╠Ň┤╔═┐îË▓óĚă╩«╚ź╩«├└úČ╠Ň┤╔▓─┴¤Ëđ┘|┤ÓÁ─╣╠Ëđ╚§ŘcúČ┼cŻî┘▓─┴¤Á─čß╬´└Ýđď─▄(╚š┼˛├Ť¤ÁöÁíóčßîž┬╩Á╚)▓ţäe┤ˇúČ╠Ň┤╔═┐îË┼c╗¨ˇw▓─┴¤Á─ŻY║¤Í¸Ď¬×ÚÖCđÁăÂ║¤Á╚╚▒¤ŢúČ╩╣╠Ň┤╔═┐îË▓╗─▄ŬË├Ë┌╩▄Ť_ô˘úČŞ▀Ŭ┴Ž║═ĆŐĂúä┌Á╚╣ĄŤrŚl╝■íú
3čßçŐ═┐╠Ň┤╔═┐îËÁ─Áńđ═ŬË├
ÖCđÁÍĂ╝■ĂĚĚN│╔ăž╔¤╚fúČ╩╣Ë├╣ĄŤrăž▓ţ╚fäeúČ░┤ĂńÁńđ═╣ĄŤrĚÍ╩÷╚š¤┬ú║

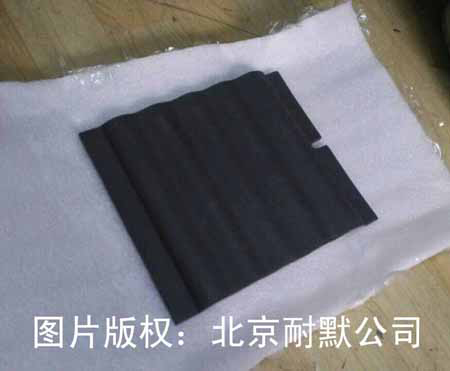
łDúĘ4úęÎďŁÖ╗ČÁ─ŢS│đË├╠Ň┤╔═┐îË
3.1Ş▀ťě
čßçŐ═┐─═Ş▀ťě╠Ň┤╔═┐îËÎţ─▄ˇwČFčßçŐ═┐╝╝đg╠ěŘcúČŬË├đž╣űÎţ═╗│÷úČ╩ăË░ÝĹÎţ┤ˇÁ─Ď╗éÇŬË├ţI˲íú
3.1.1čßҤ═┐îË(TBCs)
╚╝ÜÔŢćÖCÁ─╩▄čß▓┐╝■úČ╚š╚~ĂČíóçŐÎý║═╚╝čř╩Ď╠ÄË┌Ş▀ťěíóЧ╗»║═Ş▀╦┘ÜÔ┴¸Ť_╬gÁ╚É║┴Ëşhż│ÍđíúîŽË┌│đ╩▄ťěÂ╚Ş▀▀_1100íŠÁ─╚╝ÜÔŢćÖC▓┐╝■úČĎĐ│Č▀^┴╦Šç╗¨Ş▀ťě║¤Ż╩╣Ë├Á─śO¤ŮťěÂ╚(1075íŠ)íúËđđžŮkĚĘż═╩ă═┐Ş▓Ż^čßđď║├Á─Ş▀╚█Řc╠Ň┤╔═┐îËúČ×ÚŞ▀ťě║¤Ż╗¨ˇw┤ę╔¤í░Ě└╗Šz╝Îí▒úČĂŻ^čßĂ┴▒╬θË├íú▀@ĚQ×ÚčßҤ═┐îËíú
čßҤ═┐îËÁ─╗¨▒żĎ¬ăˇ╩ăú║ó┼─═Ş▀ťěú╗óĂ┐╣Ş▀ťěЧ╗»ú╗óă┼cŻî┘╗¨ˇwŻY║¤└╬╣╠ú╗ó╚čßîž┬╩Á═úČŻ^čßđď║├ú╗úĘ5)čß┼˛├Ť¤ÁöÁ┼cŻî┘╗¨ˇwĂą┼ń║├úČ─═čßĐşşh┤╬öÁŞ▀íúîŹ█`▒Ý├¸úČ▓╔Ë├MCA1Y║¤ŻÎ¸Ň│ŻYÁÎîËúČçŐ═┐Y2O3▓┐ĚÍĚÇÂĘÁ─ZrO2Ż^čß╠Ň┤╔═┐îËúČ═┐îËłďË▓íóÍ┬├▄úČ┐╣Ş▀ťě╚╝ÜÔŤ_╬g║═┐╣čßŇđď─▄â׫ÉúČ╝┤╩╣ď┌1650튪▀ťě¤┬ÚLĂ┌╩╣Ë├úČĂńčßĚÇÂĘđď║═╗»îWĚÇÂĘđďÂ╝║▄║├íúY2O3ZrO2Íđ╝Ë╚Ű╔┘┴┐CeO─▄▀MĎ╗▓ŻŞ─╔Ă═┐îËÁ─┐╣čßŇđď─▄íúď┌╩╣Ë├ťěÂ╚ŞŘÁ═Ď╗đęÁ─ăÚŤr¤┬úČ┐╔▓╔Ë├MgO╗˛CaOĚÇÂĘÁ─╚▀!Zręľ2θčßҤ╠Ň┤╔ҤÁKîËíú
îŽčßҤ═┐îËÁ─Ň│ŻYÁÎîË▀MđđţAЧ╗»╠Ä└ÝúČîŽčßҤ╠Ň┤╔═┐îË▀MđđŁBńX╠Ä└ÝúČîŽ├ŠîË╠Ň┤╔═┐îË▀Mđđ╝Ą╣ÔÍě╚█Ş─đď╠Ä└ÝĎď╝░░lŇ╣ÂÓîË╗˛╠ŢÂ╚╣Ž─▄═┐îËúČ╩ăčßҤ═┐îËţI˲Á─Ď╗đęÎţËHđ┬░lŇ╣íú
čßҤ═┐îË͸ϬË├Ë┌║Ż┐Ňíó┼×┤Č╝░ŕĹË├╚╝ÜÔŢćÖCÁ─╩▄čß▓┐╝■úČČFŇř═ĂĆVŬË├Ë┌├˝Ë├â╚╚╝ÖCíóď÷ë║ťuŢćíóĎ▒Ż╣ĄśIË├çŐЧśîÁ╚ţI˲íú
3.1.2┐╔─ą║─├▄ĚÔ═┐îË
ČF┤˙║Ż┐Ň░läËÖC▓╔Ë├ë║ÜÔÖC╩╣┐ŇÜÔď÷ë║╔řťěúČŞ▀ťěë║┐s┐ŇÜÔ▀M╚Ű╚╝čř╩Ď╩╣╚╝┴¤│ńĚÍ╚╝čř╩ă╠ߪ▀░läËÖCÁ─╣Ž┬╩║═čßđž┬╩Á─͸Ϭ┤Ű╩ęÍ«Ď╗íú▓╔Ë├čßçŐ═┐╝╝đgď┌ë║ÜÔÖCťuÜĄâ╚▒Ý├ŠçŐ═┐┐╔─ą║─├▄ĚÔ═┐îËúČ┼cë║ÜÔÖC╚~ĂČ╝Ô▓┐Á─Ë▓┘|═┐îËđ╬│╔Ď╗îŽ┐╔─ą║─├▄ĚÔ─ąôpŞ▒úČď┌▀\đđ▀^│╠Íđ─▄đ╬│╔└ݤŰÁ─ĆŻ¤˛ÜÔ┴¸Úg¤ÂúČź@Á├Îţ┤ˇÁ─ë║▓ţúČĆ─°´@Í°╠ߪ▀░läËÖCÁ─╣Ž┬╩úČŻÁÁ═║Ż┐ŇĂűË═Á─¤ű║─úČ╠ߪ▀░läËÖCŇűÖCĎ╗┤╬ďç▄ç║¤Ş˝┬╩íú▀@╩ăčßçŐ═┐╝╝đgď┌║Ż┐Ň░läËÖCţI˲Íě┤ˇÁ─ŬË├│╔╣űÍ«Ď╗íú
ŰSÍ°ë║┐s┐ŇÜÔťěÂ╚Á─Í╝ë╔řŞ▀úČ┐╔─ą║─├▄ĚÔ═┐îËÁ─╩╣Ë├ťěÂ╚Ć─300íŠ╠ßÁŻ1100íŠúČČF┤˙┐╔─ą║─├▄ĚÔ═┐îËÁ─ÎţŞ▀ťěÂ╚ĎĐ▀_1350íŃCíúAlSi-ż█▒ŻÍČíóŠç/╩»─źíóNi/╣Ŕďň═┴íóNiCrAl/BNíóY2O3.ZrO2-BNÁ╚Ć═║¤Ě█─ę¤Á┴đ▓─┴¤ĎĐź@Á├│╔╣ŽÁ─ŬË├íúĂńÍđúČË╚ĎďŞ▀ťě┐╔─ą║─├▄ĚÔ═┐îËÁ─╣ĄÎ¸Śl╝■Îţ×ÚÉ║┴ËúČϬ│đ╩▄1000〜1350íŃCÁ─Ş▀ťěúČďÔ╩▄2〜3▒ÂϢ╦┘Á─Ş▀ťěÜÔ┴¸Á─Ť_╬gúČ╩▄ÁŻ│Č▀^300m/sżÇ╦┘Â╚Á─╚~ĂČ╝Ô▓┐╣╬¤¸Â°▓╗Ľ■░l╔˙äâ┬ńíúϲ┤╦úČ│ř┴╦▒ěÝÜż▀éń─═Ş▀ťě═┐îËŬËđÁ──═Ş▀ťěíó┐╣Ч╗»íó─═čßŇíó│╩╗»îWÂŔđďíóŻY║¤└╬╣╠Á─đď─▄═ÔúČĂńÎţ͸ϬÁ─╠ěŘcż═╩ă┘|▄Ť(═Ę│ú═┐îËÁ─▒Ý├Š┬ň╩¤Ë▓Â╚ď┌50〜80HR15Y)íóÂÓ┐Î(┐ΤÂ┬╩╝s×Ú25úą~30úą)íú
čßçŐ═┐┐╔─ą║─├▄ĚÔ═┐îË╝╝đg┐╔Ë├Ë┌ë║┐sÖCđđśIÁ─đřŮDë║ÜÔ▓┐╝■Á─Úg¤Â┐ěÍĂÁ╚├˝Ë├╣ĄśIţI˲íú
3.1.3┐╣Ş▀ťěŇ│Í°─ąôp═┐îË
═╦╗átŢüíóčß╠Ä└ÝátátŢüíó▀BŔTÖC└ş╔ýŢüíóÍž│đŢüíóčřŻYátŢüÁ╚Ş▀ťěŢüÎËúČÂÓď┌800〜1200튪▀ťě¤┬▀\đđíúď┌▀@śËÁ─Ş▀ťě¤┬úČńôŔF▄Ť╗»▓óď┌▒Ý├Š╔˙│╔Ч╗»ŔF¸[úČ═ČĽrátŢüÁ─Ş▀ťěË▓Â╚Ď▓´@Í°ŻÁÁ═íú«ö▄ŤĹBÁ─Ş▀ťěńô╝■╠ěäe╩ăńôÄžď┌átŢü╔¤▀\äË╔§Í┴Ţp╬ó╗ČäËĽrúČż═Ľ■ϲŞ▀ťěŇ│Ͱ°«a╔˙ŻY┴÷úČ▀@ĚNŻY┴÷ď┌╝˘ăđ┴ŽÁ─θË├¤┬├ô┬ń×Ú─ą┴¤úČ╩╣ńô╝■(Äžúę▒Ý├Š«a╔˙äŁ║█íóäŁéűíó└šť¤íó░╝¤ŢÁ╚╚▒¤Ţíú▀@đę╚▒¤Ţď┌║ˇ└mÁ─▒Ý├Š╣Ô▄łŢü╔¤═¨═¨ŰyĎď¤ű│řúČîóÎţŻKË░ÝĹčß▄łńôÄžÁ─┘|┴┐íú
▓╔Ë├Ş▀╦┘╚╝ÜÔ╗ĐŠçŐ═┐(HVOF)íó▒ČŇĘçŐ═┐(DGS)╗˛Á╚ŰxÎËçŐ═┐╝╝đgúČď┌Ş▀ťěátŢü▒Ý├ŠçŐ═┐╠ěĚN╠Ň┤╔╗˛Żî┘╠Ň┤╔═┐îËúČż▀Ëđâ׫ÉÁ──═Ş▀ťěíó┐╣Ч╗»íó┐╣Ň│Í°íóĚ└ŻY┴÷║═Îďăň└Ýâ˘╗»đď─▄úČ╝╚┐╔´@Í°╠ߪ▀átŢü╩╣Ë├ë█├ŘúČËÍ─▄╔˙«a▒Ý├Š╣ÔŁŹ┘|┴┐â×┴╝Á─ńô▓─úČ╚šâ×┘|╣Ŕńô░ňíóâ×┘|Ăű▄ç▒í░ň║═č߯■ňâ▒í░ňÁ╚íúčß▄ł▓╗Š^ńôÄž═╦╗átátŢüúČçŐ═┐║ČBNÁ─Żî┘╠Ň┤╔═┐îËúČĂń─═Ş▀ťě─ąôpđď─▄┐╔╠ߪ▀4▒ÂĎď╔¤íú
ď┌╚Ň▒żúČńôŔF╣ĄśIŬË├čßçŐ═┐╝╝đgÁ─͸Ϭˇ╩㪸ĚNŢüÎËúČčßçŐ═┐Á─ŢüÎËŇ╝╚ź▓┐čßçŐ═┐▓┐╝■Á─85%Ďď╔¤úČż▀ËđśOĂń´@Í°Á─╝╝đgŻŤŁ˙đž╣űíú╚š═╦╗átîžŢüúČ▀^╚ąĂŻż¨├┐ď┬═úÖCÖzđŮ30mmúČçŐ═┐║ˇät┐╔▒ú│Í3─ŕâ╚▓╗ÖzđŮúČ▓óśO┤ˇÁě╠ߪ▀┴╦ÄžńôÁ─ĂĚ┘|íú╚Ň▒żńôŔF╣ź╦żčßçŐ═┐═╦╗átŢüÁ─▒╚┬╩úČĆ─1982─ŕĽrÁ─20úą╔¤╔řÁŻ1989─ŕÁ─100úąúČ°ĞńôϲŻY┴÷Á╚ĎřĂÁ─ĆU┤╬ĂĚ┬╩ätË╔80%¤┬ŻÁÁŻ0íú
úĘ5úęčßçŐ═┐║¤Ż─═─ą═┐îË
3.1.4┐╣Ş▀ťě╚█╚┌Żî┘╗˛╚█ˇwăÍ╬g═┐îË
޸ĚNŻî┘╚█čĺË├átĎr▓─┴¤úČ╗¨▒ż╔¤Â╝╩ă╠Ň┤╔─═╗▓─┴¤úČ▀@╩ăϲ×Ú╦Ř▓╗âHż▀Ëđ╚█ŘcŞ▀íóŞ▀ťě╗»îWđď─▄ĚÇÂĘÁ╚╠ěŘcúČ▀Çż▀Ëđ┼c╚█ˇwŁÖŁ˝Żăđííó╔§Í┴▓╗ŁÖŁ˝Á─╠ěŘcíú└űË├▀@đę╠ěđďúČîŽď┌╚█│ěâ╚╩╣Ë├Á─Żî┘ÍĂ╝■╚šč߯■ňâ▓█â╚Á─│┴Ť]ŢüíóĚÇÂĘŢüúČ╚█│ěöç░Ŕøíó┤Á╣▄íóčßŰŐ┼╝╠Î╣▄íóčßë║ŔT─úż▀Á╚▒Ý├ŠúČçŐ═┐─═╗╠Ň┤╔╗˛Żî┘╠Ň┤╔═┐îËúČż═─▄ź@Á├đď─▄â׫ÉÁ──═Ş▀ťě╚█╚┌Żî┘╗˛╚█ˇwăÍ╬g═┐îËíú└ř╚šúČč߯■ňâńX▓█â╚Á─│┴Ť]Ţü║═ĚÇÂĘŢüúČ
Ë╔Ë┌ńXĎ║ż▀ËđśOŞ▀Á─╗»îW╗ţđďúČ─▄┼cÂÓĚNŻî┘░l╔˙ńXčßĚ┤Ŭđ╬│╔Żî┘Úg╗»║¤╬´úČ▒╗ĚQ×ÚŻî┘Á─í░╚▄äęí▒íúϲ┤╦úČŻî┘║¤ŻátŢüď┌ňâńX▓█ÍđŞ»╬gśO┐ýúČ╩╣Ë├ë█├ŘâH5〜10╠ýíú▓╔Ë├čßçŐ═┐╠ěĚN╠Ň┤╔═┐îËúČÁ┬ç°╚╦ŇJ×Ú╩ă╬ĘĎ╗ËđđžÁ─ŻÔŤQŮkĚĘúČ╩╣Ë├ë█├Ř┐╔╠ߪ▀ÁŻ20〜30╠ýíú
3.2┐╣Ş»╬g─ąôp
╩»Ë═íó╗»╣ĄíóÍĂ╦Äíóďý╝łíóËí╚żíóĎ▒ŻíóŻĘ▓─íó║úСÚ_░líóşh▒úÁ╚▓┐ÚT╩╣Ë├Á─ďSÂÓÖCđÁďOéńúČϲ╩▄ÁŻŞ¸ĚN╗»îWŻÚ┘|íóŞ»╬gđďÜÔˇw║═║ú╦«Á╚Á─θË├°▒╗Ş»╬gúČŞ»╬g«a╬´│╔×Ú─ą┴úúČ┼c═ÔüÝ╬ó�ú╗˛Ě█ëmúČ╗˛ŻÚ┘|╔˙«a▀^│╠ÍđÁ─ŻYżžżžˇwĎ╗ĂúČÂ╝─▄╩╣¤ÓîŽ▀\äËÁ─ÖCđÁ┴Ń▓┐╝■Á─▒Ý├ŠÍ«Úg╝╚«a╔˙Ş»╬gËÍ«a╔˙─ąôpíú─ą┴¤╩╣Żî┘▒Ý├Š«a╔˙í░└š░Öí▒íóí░äŁéűí▒°┬Ń┬Âđ┬╔˙▒Ý├Š╩╣Ş»╬g╝Ë╦┘úČŞ»╬g«a╬´ËÍ│╔×Ú─ą┴ú╝Ë╦┘─ąôpíúË╔Ë┌Ş»╬g║═─ąôp═ČĽrĂĂĂë─θË├úȤÓ╗ą┤┘▀MúČŞŘ╝Ë┐ý┴╦▀@ţÉÖCđÁ┴Ń▓┐╝■Á─▀^ďš╩žđžúČ╔§Í┴ßä│╔Íě┤ˇ╩┬╣╩íú
ď┌Ş»╬g─ąôp╣ĄŤrŚl╝■¤┬úČ▓╗Š^ńô╗˛Ôü║¤ŻÁ──═╬gđďŰm║├úČÁź▓╗─═─ąíú╣ĄśI╔¤ĆVĚ║▓╔Ë├ňâË▓ŃtúČÁźňâË▓Ńt┤Šď┌╚ř┤ˇ╚▒Řcú║
(1)╣Ą╦ç┴¸│╠ÚLúČ╣Ąđ˛ÂÓúČŇ╝Áě├ŠĚe┤ˇúČ│┴Ěe╦┘┬╩Á═úČŰyË┌│┴Ěe║˝═┐îËíú
(4) ď┌260íŠĎď╔¤úČňâŃtîËĽ■░l╔˙▄Ť╗»úČ─═─ąđď´@Í°¤┬ŻÁíúżÍ▓┐čoË═┼RŻšŁÖ╗Č╗˛─ą┴úäŁéűÂ╝Ľ■╩╣ňâîË│÷ČFżÍ▓┐▀^čß°▄Ť╗»úČ└ş│╔ť¤▓█ú╗
(5) şhż│╬█╚żíúňâŃtÍđ«a╔˙Á─ÄÎĚN╬ú║Žşhż│Á─ËđÂżĆUŚë╬´(╚š┴¨ârŃtÁ╚)╝Ëäí╦«íó═┴╚└║═┐ŇÜÔÁ─╬█╚żíúŃtÁ─╗»║¤╬´┤ˇÂ╝║ČËđŢ^ĆŐÁ─Í┬░ę╬´┘|úČĂńÂżđď▒╚śIĎĐď┌┤ˇ▓┐ĚÍ╣ĄśI╔¤ŻűÍ╣╩╣Ë├Á─üć╝Î┬╚╗»╬´▀ÇŞ▀4éÇöÁ┴┐╝ëíú´@╚╗úČ▒M┐╔─▄╚í┤˙ŰŐňâË▓Ńt╝╝đgĎĐ│╔×ÚĂ╚ď┌├╝ŻŮÁ─╚╬äŇíú
čßçŐ═┐╠Ň┤╔═┐îË║═Żî┘╠Ň┤╔═┐îË▓╗âHż▀ËđŞ▀Á─Ë▓Â╚úČâ׫ÉÁ──═╬gđďúČ°ăĎ─Ž▓┴¤ÁöÁđíúČ─▄║─Á═úČîŽ├▄ĚÔ╠ţ┴¤Á──ąôpđíúČ═┐îËË▓Â╚║═─═─ąđď▓╗Ľ■ϲ×ÚżÍ▓┐▀^čß°ŻÁÁ═íúϲ┤╦úČ╦Řď┌┐╣Ş»╬g─ąôpţI˲Ňřď┌│╔×ÚŰŐňâË▓Ńt╝╝đgÁ─ÎţĆŐËđ┴ŽÁ─ŞéáÄŇ▀║═╚í┤˙Ň▀íú└ř╚šúČ╗»╣ĄĆSË├Ş▀ë║═¨Ć═Ëő┴┐▒├ͨ╚űúČ▓╔Ë├Á╚ŰxÎËçŐ═┐Al2O3.TiO2Ć═║¤Đ§╗»╬´╠Ň┤╔═┐
îËúČĂń╩╣Ë├ë█├Ř▒╚ďşË├ňâŃtͨ╚ű╠ߪ▀6▒ÂúČ├▄ĚÔ╠ţ┴¤Á─ë█├ŘĎ▓╠ߪ▀3▒Âíú┤ˇđ═╦«Äýíó╦«ŰŐŇż╝░║úСÚ_░lË├Ď║ë║ćóÚ]ÖCĎ║ë║ŞÎÁ─┤ˇđ═╗ţ╚űŚUúČ▓╔Ë├Á╚ŰxÎËçŐ═┐╠Ň┤╔═┐îË┤˙╠ŠňâË▓ŃtúČ┐╔Ďď▀_ÁŻŞ▀┘|┴┐íóÚLë█├Říó├ÔżSđŮúČď┌Á┬ç°ĎĐ│╔×Ú▀@Ď╗ţI˲Á─¤╚▀MÍĂďý╝╝đgúČĎĐÍĂďý│÷ÚL16míóÍě10tĎď╔¤Á─│Č┤ˇđ═╠Ň┤╔═┐Ş▓╗ţ╚űŚU╝░¤ÓŬÁ─Ď║ë║ćóÚ]ÖC�úČFď┌úČ┤ˇđ══Ă═┴ÖCË├Ď║ë║╗ţ╚űŚUíó▄łńôÖCË├Ď║ë║╗ţ╚űŚUíóŻĘÍ■┤╔┤uë║┼¸Ë├Ď║ë║ÖC╗ţ╚űŚUíó╦«ŢćÖC╚~ŢćŢS║═─ąşhíóŰŐśđŢSţ^íó─ą┤▓ŢSíó╚╝Ë═▒├ŢSíó┐╣Ďž╦└ŢS╠Îíó╗ţ╚űşhíó═╣ŢćŰSäË╝■Á╚úČď┌Á═Ŭ┴Ž╗ČäË─ąôp║═Ş»╬g╣ĄŤr¤┬úČÄÎ║§╦¨ËđďşË├ňâŃtÁ─ÍĂĂĚÂ╝┐╔ĎďË├čßçŐ═┐╠Ň┤╔╗˛Żî┘╠Ň┤╔═┐îË┤˙╠Šíú
3.3─═└wżS─ąôp═┐îË
3.3.1─═╝Ć┐Ś└wżS─ąôp╠Ň┤╔═┐îË
ČF┤˙╝Ć┐ŚÖCđÁ╠ěäe╩ă╗»└wÖCđÁúȤ˛Ş▀╦┘íóŢp┘|íó╣Ł─▄ĚŻ¤˛░lŇ╣íú╝ĆŻz▀^│╠ÍđúČŞ¸ĚNzíó╝ĆŻz▓┐╝■úČ×Ú┴╦ťpŢpÍě┴┐úČ╠ߪ▀ŮD╦┘║═ŻÁÁ═─▄║─úČÂÓ▓╔Ë├ńX║¤ŻÍĂďýúČĂń▒Ý├ŠďÔ╩▄║▄╝ÜÁ─Ş▀╦┘╗»└wŻz(▀_700〜1000m/s)Á──ąôp°đ╬│╔ť¤▓█úČŞŘôQ▓╗âHďý│╔═úÖCôp╩žúČ°ăĎË░ÝĹ╝ĆŻzÁ─┘|┴┐║═Á╚╝ëíú
ď┌╗»└w╝ĆÖCÁ─z▓┐╝■▒Ý├ŠúČ▓╔Ë├Á╚ŰxÎËçŐ═┐Al2O3╗¨Ć═║¤╠Ň┤╔═┐îËúČŻŤ╠Ä└Ýź@
Á├í░Ż█ĂĄáţí▒═ÔË^đ╬├▓úČ▀_ÁŻRa╝s×Ú1.5Ž╠mÁ─▒Ý├Š┤Í▓┌Â╚íú▀@ĚN╠Ň┤╔═┐îËÁ─═╗│÷╠ěŘc╩ăú║
(1)ż▀Ëđâ׫ÉÁ──═Ş▀╦┘└wżS─ąôpÁ─đď─▄úČ╩╣Ë├ë█├Ř▒╚ňâŃt╝■╠ߪ▀5▒Âú╗
(2)ż▀Ëđ▀mÂ╚Á──Ž▓┴┴ŽúČ─▄îŽ└wżS╩ęĎď▀mÂ╚Á─í░─Ý┴Ží▒úČ╩╣└wżS▀_ÁŻ▒ěϬÁ─ĆŐÂ╚║═ÝgÂ╚ú╗
(3)ż▀Ëđ▀mÂ╚Á─▒Ý├Š┤Í▓┌Â╚úČ─▄╩╣└wżSź@Á├▒ěϬÁ─í░ŻqÂ╚í▒úČ▀_ÁŻ╚ż╔źđď─▄║├úČËđĎ╗'ÂĘÁ─╬ŘŁ˝đďÁ╚íú
Ë╔Ë┌╠Ň┤╔═┐îËÁ─▀@đę╠ěŘcúČ╩╣╗»└wÖCđÁŕPŠI╗¨ÁA┴Ń▓┐╝■Á─ë█├Ř▒╚ďşË├ňâŃt╝■╠ߪ▀┴╦5▒ÂúČ╔˙«a▀_ÁŻ┴╦Ď╗éÇđ┬Á─╦«ĂŻíúŻŢ┐╦ç°Ĺ¬Ë├▀@Ď╗╝╝đgúČ╩╣Ăń╗»└wÖCđÁÁ─│÷┐┌ŞŘż▀ŞéáÄđďíú
3.3.2─═Żî┘└şŻz─ąôp═┐îË
Żî┘└şŻz╣ĄśI╚šńôŻzíóńôŻz└K║═ŰŐżÇŰŐ└|╔˙«aÁ╚Â╝╩╣Ë├┤ˇ┴┐Á─zŢć║═ŢüíúŻî┘Żzď┌Ăń▒Ý├ŠŞ▀╦┘╗ČäË▓ó░l╔˙└ńθË▓╗»úČîŽîžŢćŻËË|├Š«a╔˙║▄ĆŐÁ──Ž▓┴─ąôpúČĎďÍ┬«a╔˙í░└šť¤í▒íó░╝┐ËÁ╚╚▒¤ŢúČďý│╔ë█├ŘÁ═úČŞŘôQżSđŮţlĚ▒▓óË░ÝĹ└şŻz┘|┴┐Á╚▒ÎÂ╦íú▓╔Ë├│ČϢ╦┘╗ĐŠçŐ═┐╗˛▒ČŇĘçŐ═┐╝╝đgúČď┌Żî┘└şŻzîžŢć▒Ý├ŠçŐ═┐║ČWcÁ─Ë▓┘|║¤Ż═┐îËúČż▀
Ëđ║▄Ş▀Á─Ë▓Â╚║═─═─ą╠ěđďúČë█├Ř╠ߪ▀5〜10▒ÂúČź@Á├┴╦║▄┤ˇÁ─│╔╣Žíú
3.4ËH╦«┼cŻÚŰŐ═┐îË
ČF┤˙ďý╝ł║═Ëí╦óÖCđÁúČ▒M╣▄▀\đđ╦┘Â╚║▄Ş▀úČÁźĎ˛ěô║╔ŢpúČ╣╩ż¨╠ÄË┌Á═Ŭ┴ŽáţĹBúČ╠ěäe▀mË├Ë┌čßçŐ═┐═┐îËíú
Á╚ŰxÎËçŐ═┐╠Ň┤╔═┐îË╝╝đgúČď┌ç°═ÔÁ─ďý╝ł║═Ëí╦óÖCŢüÎË╔¤ĎĐ│╔╣ŽĹ¬Ë├ÂÓ─ŕúČŬË├├ŠŇř╚ŇĎŠöU┤ˇúČ▀@╩ăϲ×Ú╠Ň┤╔═┐îËż▀ËđďSÂÓ╠ěŘcú║Ş▀─═─ą╬gđďú╗Ş▀▀xô˝đďŁÖŁ˝đďíóËH╦«đďú╗Ş▀ŰŐŻ^żë┼cŻÚŰŐđďú╗Ş▀Ě└Ň│đďú╗Ş▀┐╔┐╠╬gđď╝░łD╝yăň╬˙đďú╗▒ú│Í▀mÂ╚┤Í▓┌Â╚Á─╝łĆłĎž╚ŰđďÁ╚íú
└ř╚š▓╩╔ź─zËíÖC╦«ŢüçŐ═┐╠Ň┤╔═┐îËúČ▓╗âH─═─ąíó─═Ë═─źŞ»╬gúČăĎŻŤ┐╠╬g║ˇ┴˘¤┬Á─╠Ň┤╔═┐îË▓┐ĚÍúČË╔Ë┌ËH╦«đď║├úČ─▄ď┌Ăń▒Ý├Šđ╬│╔Ď╗îË▒í▒íÁ─╦«─ĄúČĚ└Í╣Ë═─ź╗ý╚ŰúČčo╠Ň┤╔═┐îËÁ─┐╠╬gŢü├Šät×ÚË═─źŞ▓╔wúČϲ°─▄ź@Á├łD¤˝ăň╬˙Á─▓╩╔źËí╦óĂĚúČ▓╗┤«╔źíúËÍ╚š╦▄┴¤▒í─ĄŰŐ┐╠╬gË├ŰŐĽ×╠Ä└ÝÖCŢüÎËúČđŔϬď┌1〜2X104V¤┬▀\đđíúŢüÎË▒Ý├ŠçŐ═┐Ş▀ŻÚŰŐ╠Ň┤╔═┐îËúČŁMÎŃ┴╦▀@Ď╗đŔϬíú
Á╚ŰxÎËçŐ═┐╠Ň┤╔═┐îËÁ─▒Ý├Š┤Í▓┌Â╚úČçŐ═┐╝s×Ú2〜5Ž╠múČ─ą¤¸║ˇ┐╔▀_Ra0.13〜0.20Ž╠múČżźĐđ║ˇ┐╔▀_0.03〜0.10Ž╠múČ┐╔ŁMÎŃ▓╗═ČÁ╚╝ë╝łĆł╔˙«aÁ─đŔϬíú
Ć─Ďď╔¤ÄÎéÇŬË├ţI˲ÎŃĎŐúČčßçŐ═┐Ş▀đď─▄╠Ň┤╔═┐îËż▀ËđĆVÚčÁ─╩đł÷║═żŮ┤ˇÁ─ŻŤŁ˙đžĎŠíú
4ď┌Ş▀đ┬╝╝đgţIÁ─˲ŬË├╝░Łô┴ŽŇ╣═ű
čßçŐ═┐Ş▀đď─▄╠Ň┤╔═┐îË╝╝đgúČŇřď┌Ş▀┐Ă╝╝ţI˲Ň╣┬Âţ^ŻăúČ╦ŘîóÄžäË║═┤┘▀MĎ╗¤Á┴đŞ▀┐Ă╝╝╝╝đgÁ─░lŇ╣║═┼dĂíú
4.1Ş▀ťě│ČwÍĂ╝■
ż▀ËđŞ▀┼RŻšŰŐÎŔťěÂ╚Á─Ć═║¤Đ§╗»╬´│Čîž╠Ň┤╔▓─┴¤Á─░lČFúČ╩ă80─ŕ┤˙▓─┴¤ţI˲Á─Íě┤ˇ═╗ĂĂíúßÉń^Ń~Ч│Čîž╠Ň┤╔▓─┴¤Á─┴ŃŰŐÎŔťěÂ╚tc>90K(Ş▀Ë┌Ď║Á¬ťěÂ╚)úČ┤┼ŮDÎâťěÂ╚tB>96Kíú
Á╚ŰxÎËçŐ═┐│Čîž╠Ň┤╔═┐îˬÜ╠ěÁ─â×Řc×Úú║│┴Ěe╦┘┬╩Ş▀úČ╚ŢĎÎÍĂéń║˝═┐îË║═┤ˇ├ŠĚe═┐îËúČ─▄ë˛çŐ═┐ż▀ËđĆ═Űsđ╬áţÁ─│ČîžÍĂ╝■úČ┐╔Í▒ŻËď┌┤ˇÜÔÍđçŐ═┐úČ▓╗đŔ▒úÎoÜÔˇwúČ╩ăîŹČF│Čîž▓─┴¤îŹË├╗»Á─║▄Ëđ¤ú═űÁ─╣Ą╦çíúÁ╚ŰxÎËçŐ═┐ßÉń^Ń~Ч(YBaCuO)íóŃGŠJÔ}Ń~Ч(BiSrCaCuO)│Čîž╠Ň┤╔═┐îËÂ╝ĎĐËđŬË├│╔╣ŽÁ─łˇÁ└íúď┌┤┼Ă┴▒╬íó╬ó▓Ęď¬╝■íó޸ţÉ鸪đøíó┴┐ÎËŰŐÎËø╝■Á╚ĚŻ├ŠúČŇ╣╩ż│÷║▄║├Á─ŬË├ă░ż░íú
łDúĘ6úę║┌╔ź╠Ň┤╔═┐îËż▀Ëđ╣Ł─▄θË├
▓╔Ë├Á╚ŰxÎËçŐ═┐╝╝đgÍĂďý×R╔ńË├░đ▓─úČ╚šË├Ë┌╬´└ÝÜÔ¤Ó│┴Ěe(PVD)Á─ßÉń^Ń~Ч(YBa2Cu3Ox)░đúČ─▄ë˛ÍĂďý│÷Ş▀đď─▄Á─│Čîž▒í─ĄúČĂń┼RŻšŰŐ┴¸├▄Â╚Ş▀▀_105〜106A/cm2íú
4.2ď┌╬óŰŐÎË╣ĄśIÍđ
Żî┘-╠Ň┤╔Ć═║¤▓─┴¤╩ă╬óŰŐÎË╣ĄśI╗¨░ň▓─┴¤Á─Ď╗ĚN└ݤŰ▓─┴¤íúď┌Żî┘░ň(╚š┐ĂĚą║¤ŻíóŃ~íóńXíóńô)╔¤čßçŐ═┐Ż^żë╠Ň┤╔═┐îËúČż▀ËđŞ▀čßîž┬╩Á─Żî┘─▄îóĆŐŰŐ┴¸╦¨«a╔˙Á─čß░l╔óÚ_úČ°╠Ň┤╔═┐îËät╠ß╣ę║▄║├Á─ŻÚŰŐŻ^żëđď─▄íúĎďŃ~░ň╔¤çŐ═┐Al2O3╠Ň┤╔═┐îË×Ú└řúČ
Ăń┐éčßîž┬╩▒╚ď┌¤Ó═Č║˝Â╚Ń~░ň╔¤čřŻYЧ╗»ńXîËÁ─┐éčßîž┬╩Ş▀5▒ÂúČ▀@╩«ĚÍËđ└űË┌╝»│╔ŰŐ┬Ě░ňÁ─╔óčß║═╠ߪ▀╣Ž┬╩íú├└ç°ĎĐ─▄çŐ═┐25mmX25mmŻÚŰŐ╠Ň┤╔═┐îËĆ═║¤ŰŐ┬Ě░ňúČ▓ó▀_ÁŻ5X104╝■Á─┼˙┴┐╔˙«aĎÄ─úíú
4.3╔˙╬´ßtîW╣Ž─▄╠Ň┤╔═┐îË
╚╦éâ╔˙╗ţ╦«ĂŻÁ─╠ߪ▀║═╚╦ţÉĂŻż¨ë█├ŘĐËÚLîŽ╚╦╣Ą╣ă¸└Á─đŔϬ╚Ňď÷íú
Ďďă░▓╔Ë├▓╗Š^ńô╗˛Ôü║¤ŻÁ╚Żî┘╣ăď┌Żî┘╗¨ˇw╔¤Á╚ŰxÎËçŐ═┐╔˙╬´ßtîW╣Ž─▄╠Ň┤╔═┐îËúČż▀ËđĎď¤┬╠ěŘcú║úĘ1)îŽ╔˙╬´ˇwčoÂżúČ▀mË┌ˇwâ╚░▓╚ź╩╣Ë├ú╗úĘ2)îŽ╔˙╬´ˇw║═╝Ü░űËđ┴╝║├Á─▀mŬđď║═ËH║═đďúČ▓╗Ľ■«a╔˙Ş▒θË├ú╗úĘ3)─═╚╦ˇwˇwĎ║Ş»╬gú╗úĘ4)─═ÚLĂ┌╩╣Ë├▀^│╠ÍđÁ──ąôpú╗úĘ5)ż▀Ëđ╚╦ˇw▀\äË╦¨▒ěÝÜÁ─ĆŐÂ╚íóÝgđďÁ╚┴ŽîWđď─▄ú╗úĘ6)çŐ═┐îËÁ─ÂÓ┐Îđď║═┤Í▓┌▒Ý├ŠËđ└űË┌╔˙╬´ˇwŻM┐Ś¤˛╚╦╣Ą╣ă¸└▒Ý├ŠÁ─╔˙ÚL║═ËH║═íúϲ┤╦úČčßçŐ═┐Żî┘╗¨╔˙╬´╠Ň┤╔═┐îËÁ─╚╦╣Ą╣ă¸└úČ╩ă▒╚Ţ^└ݤŰÁ─╚╦╣Ą╣ă¸└▓─┴¤úČĎĐď┌╚╦ˇw╣╔╣ăíóˇyŕP╣ŁíóÍÔŕP╣Łíó╣ă┼Ŕíó╚╦ďýĐ└řXÁ╚ĚŻ├Š┼R┤▓ŬË├ďç˛×│╔╣ŽúČ├└ç°╚╦ĚQ×Úí░ßtîW╔˙╬´╣Ž─▄▓─┴¤Á─Ď╗ł÷Ş´├Ř�úí�
╝▄úČŔéÍ▓╚Ű╚╦ˇwâ╚Ďď╠ŠôQôpë─Á─╣ă¸└úČÁź┤Šď┌─═ˇwĎ║Ş»╬gđď▓╗ÎŃúČ┼c╝í╚Ô╝Ü░űŻM┐Ś▓╗ËH║¤Â°«a╔˙Ěe╦«Á╚ćľţ}íú
ČF┤˙Đđż┐▒Ý├¸úČśő│╔╔˙╬´ˇwË▓ŻM┐ŚÁ─żžˇw╩ă┴Î╗Ď╩»ţÉčoÖC╠Ň┤╔▓─┴¤íú
čßçŐ═┐Ş▀đď─▄╠Ň┤╔═┐îË╝╝đgúČď┌ç°═Ô╩ăĎ╗ÝŚĎĐź@Á├¤Ó«öĆVĚ║ŬË├╝░đžĎŠ═╗│÷Á─Ş▀đ┬╝╝đgúČď┌╬Ďç°▀ÇäéäéĂ▓ŻíúŇ\╚╗úČŤ]Ëđí░Řc╩»│╔Żí▒úČí░─Ó═┴ÎâŻí▒Á──žĚŻúČÁź▓╔Ë├čßçŐ═┐╠Ň┤╔═┐îË╝╝đgúČĎď║▄╔┘Á─╬´║─ź@Á├Ş▀Á─ŞŻ╝ËÍÁúČÚ_═ěżŮ┤ˇÁ─Łôď┌╩đł÷úČčoĎ╔┐╔▀_ÁŻ╩┬░Ű╣Ž▒ÂÁ─đž╣űíú
- ╔¤Ď╗ìú║╠Ň┤╔═┐îË▓─┴¤╝░ĂńŬË├ 2016/7/14
- ¤┬Ď╗ìú║╠Ň┤╔═┐îËÁ─ĚNţÉ 2016/7/12